|
孙旭亮,翁志煌,顾国平
(常州汉森机械有限公司,江苏常州 213000)
我公司新近开发生产的一款碎木机的飞轮焊合件原设计为传统结构形式,在制造工艺较为复杂困难。传统碎木机飞轮焊合件结构由1轮轴、2刀盘、3风叶、4风叶衬板、5风叶加强筋,焊合成形(如图1)。风叶为钢板冲压成形件。各构件焊合的相互位置关系全靠专用工装保证。碎木机飞轮为高速旋转部件,设计上有着较高的动平衡要求,由于工件焊后极易产生形变而导致整体动平衡超差,因此,该制造方式不仅对焊接工装要求较高,对焊工的焊接水平也有相当高的要求。按此制造方式生产的碎木机飞轮往往需要花较长的时间作动平衡检测并加以校正至设计所要求的动不平衡量值范围。 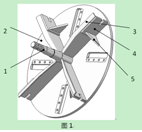
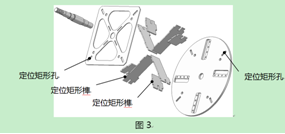
为降低该类焊合件的生产制造难度,轻松达到量产目的,我们对这种传统结构形式的飞轮焊合件进行了改进设计。改进后的飞轮焊合件结构由1轮轴、2刀盘、3风叶、4风叶衬板、5风叶定位盘,焊合成形(如图2)。刀盘、风叶、风叶衬板、风叶定位盘,均为钣金件,由激光切割成形。目前国内激光切割机的使用已较普及,对此类钣金构件的制作非常方便。各构件焊合的相互位置关系全靠自带定位榫、孔结构保证(如图3)。其中增加的风叶定位盘对风叶和风叶衬板的形位及焊后形变控制起到很好的作用。

改进后的结构还能实现构件拼装自定位,基本不需要利用焊接拼装工装;同时通过设定合理的焊接位置,优化焊接顺序后,其焊后变形对焊后动平衡的影响非常小,甚至于可以不作动平衡校正,就能直接满足设计要求。
我们简单分析一下风叶定位盘在拼装中所起的定位作用与原理。如图2各构件拼装成形后,假设四片风叶中检测某一片与刀盘的垂直度存在偏斜,由于风叶定位盘上的榫孔对其于三片产生的牵制作用,导致其于三片必定存在着同方向的偏斜,而这样的偏差对于中心对称的飞轮结构来说是不会产生不平衡的影响的。这便是增加风叶定位盘的设计目的和所起的重要作用。
焊接对该飞轮质量的影响是很关键的。在此优化结构的基础上编制合理的焊接位置与焊接顺序也相当必要。初期的试制我们在设计上只对焊接位置、焊缝样式作了具体的规定(如图4),没有对焊接顺序作要求。结果发现飞轮在焊后80%有较严重的变形,变形的位置集中发生在风叶定位盘四边的某一边上,变形的形式都是板厚方向的S形弯曲。这不仅影响了飞轮的外观,也严重造成了飞轮的动不平衡。初步分析产生这一问题的原因是随意的焊接顺序导致的焊后变形。于是我们对所设置的焊缝编制了几套用于解决此问题的顺序方案。经过多次试验,确定了我们初步的分析是正确的,焊接顺序对于该形式飞轮的焊后变形有着很大的影响。我们于编制的几套焊缝顺序方案中对比优选出一种,设定为该飞轮的必须严格遵循的焊接工艺。此方案延用至今,未再发生由于焊接应力导致的焊后变形现象。选定是顺序便是如图4焊缝编号由小到大。其中焊缝3~7各为4处均布,焊时还应遵守对角焊接的次序原则。 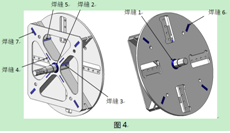
|

